


















The hardware of the temperature control system mainly consists of a frequency converter, temperature control, and PLC process control components. After receiving the speed and torque signals from the PLC, the frequency converter controls the frequency converter drive to set the corresponding speed and direction to make the motor operate. At the same time, it transmits the feedback signal back to the PLC to monitor whether the armature temperature, speed, and torque exceed the set values. The PLC process control is based on the on-site signals to control the operation of the feed-in, main unit, conveyor, and temperature unit, and provides corresponding working status displays for the operators to monitor.

 020-34563445
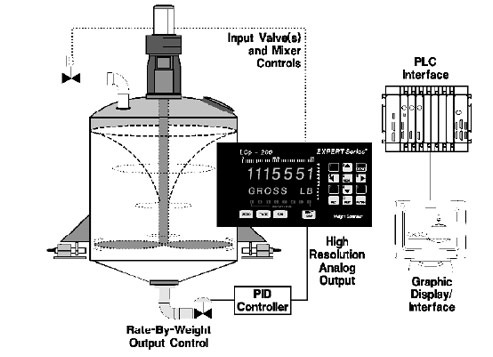
020-34563445The temperature control system uses PLC as the human-machine interface for the entire system, completing all system parameter settings, process monitoring, and data recording. It communicates with the central control room via the RS-485 bus, allowing both independent control and PLC online control. The position signals of each valve and the discharger, as well as the position of the silo, are detected using Weighing modules, enabling continuous position detection. The screw conveyor and flow detection are carried out indirectly, that is, the force of the pipeline is detected in real time through the weighing module, and the flow, load, cumulative value, and temperature are displayed in real time and transmitted to the central control room for centralized display. The frequency converter adjustment is equipped with an automatic switching switch and communicates with the main control PLC.
The hardware of the weighing batching machine mainly consists of frequency converters, temperature control, and PLC process control sections. After receiving the speed and torque signals from the PLC, the frequency converter controls the frequency and direction of the variable speed drive to make the motor rotate, and simultaneously transmits the feedback signal back to the PLC to monitor whether the armature temperature, speed, and torque exceed the set values. The PLC process control is controlled according to the on-site signals to control the operation of the feeding, main unit, conveying, and temperature units, and provides corresponding working status displays for the operators to monitor.
The Batching system mainly consists of two parts: the double screw mixing tank stirring motor interlock control and the temperature PID control. The PLC program is compiled. After the power supply of the double screw mixing tank is connected, the heating device of the mixing tank starts to preheat the barrel. During the preheating period, the main motor and the auxiliary feeding motor are in a locked state. Until the heating temperature of the barrel reaches the set value and the hopper is full, the main motor and the auxiliary feeding motor are unlocked, and the double screw mixing tank motor is in a normal working state. The analog input of the temperature sensor is introduced to achieve control of the heating device, and the heating temperature range is set by the motor speed input and transmitted to the analog output terminal to realize stepless speed control of the motor by the frequency converter to achieve the switch control of the silo.
The temperature control is carried out independently according to the different functions of the four heating areas of the barrel. The cooling device of the mixing tank uses the PID control algorithm for adjustment. When the batching machine is set at a certain temperature, it heats the material, starts the heating system, and provides a start process control signal to the PLC when the heating time is reached; in addition, the PID controller compares the corresponding signals to shut off the power supply of the heating wire and control the opening and closing of the temperature electromagnetic valve to maintain the temperature and ensure the stability of product quality.











