



















 020-34563445
020-34563445温度配料系统由PLC作为整个系统的人机界面,完成全部系统参数设定、过程监控、数据记录;通过RS-485总线与中控室实现通信,既可独立控制,又可实现PLC联机控制。各阀位及卸料器位置信号,料仓仓位采用称重模块,可实现连续仓位检测。螺旋输送机、流量检测采用间接方式,即通过称重模块实时检测管道受力,实时显示流量、载荷、累计值、温度等。温度指示通过现场温度显示仪表、压力指示通过现场压力显示仪表及电机的电流经现场显示仪表远传至中控室集中显示。变频器调节配备自动切换开关,与主控PLC通讯。
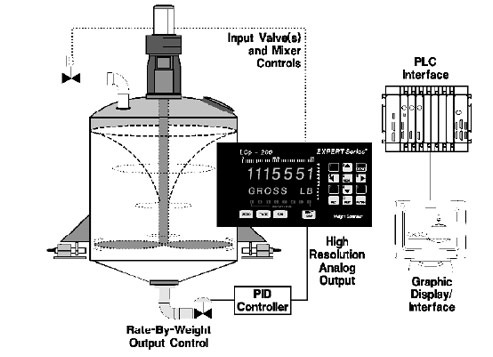
称重配料机的硬件主要由变频器、温度控制、PLC流程控制部分组成。变频器接收到PLC给出的速度和转矩信号后,控制变频调速器设定相应的速度和转向使电机运转,同时将反馈信号传回PLC,监控电枢的温度、速度及转矩是否超过设定值。PLC流程控制是根据现场信号,控制进料、主机、传送和温度单元的运行,并提供相应的工作状况显示,以备操作人员进行监控。
配料系统主要包括双螺杆混合罐搅拌电机连锁控制、温度PID控制两部分PLC程序的编制。双螺杆混合罐电源接通后混合罐加热器开始对料筒进行预热,预热期间主电机与辅助喂料电机处于锁死状态,直到料筒加热温度到达设定值后并且料斗装料已满则主电机与辅助喂料电机解锁,双螺杆混合罐电机处于正常工作状态。引人温度传感器的模拟输人,实现对加热器的控制,加热温度范围由电机转速输人设定值,传送到模拟输出端上,实现用变频器对电机的无级变速控制实现料仓的开关控制。
温度控制按照料筒四段加热区域功能的不同独立进行,混合罐的冷却装置采用PID控制算法进行调节。配料机在设定温度下,对物料进行加热,启动加热系统,当达到加热时间时,则向PLC提供启动流程控制信号;另外PID控制器根据相应信号进行比较,以便关停发热丝电源,同时控制温度电磁阀的开、停,保持温度和确保产品质量的稳定。











