首页
关于我们
产品中心
配料系统
称重配料系统
自动配料系统
配料控制系统
称重控制系统
反应釜称重
配料设备
灌装系统
填充机
自动填充机
填充系统
灌装设备
灌装生产线
灌装机械
钢瓶秤
称重模块
计量模块
称量模块
称重传感器
称重系统
赋码系统
RFID系统
叉车称重
垃圾车称重
搬运车称重
堆高车称重
上料机
喂料机
混料机
混合机
上料系统
投料机
配料机
料斗秤
皮带秤
配料秤
投料系统
灌装机
液体灌装机
自动灌装机
定量灌装机
称重灌装机
称量灌装机
计量灌装机
防爆灌装机
称重分配机
分选机
分选秤
检重秤
检重机
检测机
输送机
航空行李秤
电子秤
防爆电子秤
防爆地磅
电子地磅
电子吊秤
称重仪表
解决方案
技术中心
中文
中文
English
PRODUCTS
产品中心
首页
·
产品中心
·
灌装机
·
配料系统
灌装系统
称重模块
称重系统
上料机
投料机
灌装机
分选机
电子秤
称重配料系统
自动配料系统
配料控制系统
称重控制系统
反应釜称重
配料设备
填充机
自动填充机
填充系统
灌装设备
灌装生产线
灌装机械
钢瓶秤
计量模块
称量模块
称重传感器
赋码系统
RFID系统
叉车称重
垃圾车称重
搬运车称重
堆高车称重
喂料机
混料机
混合机
上料系统
配料机
料斗秤
皮带秤
配料秤
投料系统
液体灌装机
自动灌装机
定量灌装机
称重灌装机
称量灌装机
计量灌装机
防爆灌装机
称重分配机
分选秤
检重秤
检重机
检测机
输送机
航空行李秤
防爆电子秤
防爆地磅
电子地磅
电子吊秤
称重仪表
配料系统
称重配料系统
自动配料系统
配料控制系统
称重控制系统
反应釜称重
配料设备
灌装系统
填充机
自动填充机
填充系统
灌装设备
灌装生产线
灌装机械
钢瓶秤
称重模块
计量模块
称量模块
称重传感器
称重系统
赋码系统
RFID系统
叉车称重
垃圾车称重
搬运车称重
堆高车称重
上料机
喂料机
混料机
混合机
上料系统
投料机
配料机
料斗秤
皮带秤
配料秤
投料系统
灌装机
液体灌装机
自动灌装机
定量灌装机
称重灌装机
称量灌装机
计量灌装机
防爆灌装机
称重分配机
分选机
分选秤
检重秤
检重机
检测机
输送机
航空行李秤
电子秤
防爆电子秤
防爆地磅
电子地磅
电子吊秤
称重仪表
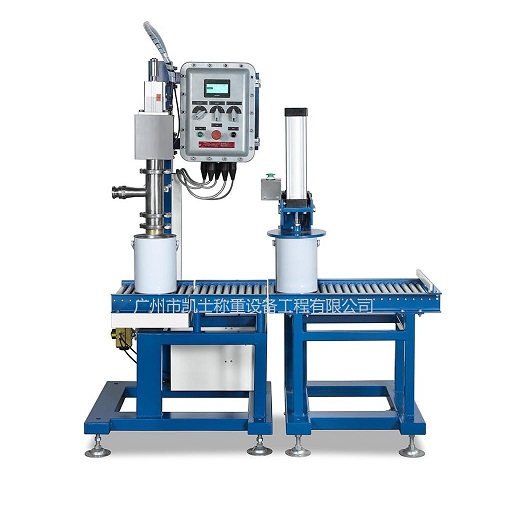
自动 称重灌装机
自动称重灌装机实现对灌装重量的实时检测和灌装过程电磁阀的实时开闭,数据上传进行有效的微机化管理。主要包括控制部分、键盘、显示控制电路部分、串口扩展电路部分、LED显示电路部分、电磁阀执行电路部分、上位PC机数据库处理部分。
定量 自动灌装秤
定量自动灌装秤集成现场管理、控制系统,可以对物料灌装进行实时有效的控制。实现对灌装重量的实时检测和灌装过程电磁阀的实时开闭,数据上传进行有效的微机化管理。
自动灌桶秤
自动灌桶秤由打料泵、电磁阀和管道及称重系统组成,在液位低于一定位置时,电磁阀打开,液体经打料泵、管道流人料罐,液体达到液位高度时,电磁阀关闭。当其液位达到一定设定的重量,浮球液位控制发出信号,使电磁阀断电,阀体关闭。
自动灌料秤
自动灌料秤对配方中所选的原料及原料的标准重量与误差重量进行设置以及规定所选原料称重的设备,由灌枪装置、PLC控制系统部分、电子秤平台、灌装架台、输送设备等组成。
液体罐装机
液体罐装机采用组态软件进行监控界面设计,能快速构件和生成上位机监控系统,通过画面实时显示当前灌装质量、灌装桶数等现场工作状态,在上位机上可以进行相应的操作,通过界面进行灌装方式的选择及启动、停止等按钮的操作。能够更改灌装质量、桶数及在使用不同的灌装桶时能手动去除皮重(即灌装桶的质量)。
自动罐装机
自动罐装机为了实现上述监控要求,在监控界面设计中采用埴充效果、流动快的流动属性设置模拟了动态灌装过程,通过添加标准按钮实现手动/自动选择、启动、停止、急停及手动打开泵电磁阀,通过设置标签的显示输出属性实现灌装质量的设定实时显示,灌装瓶数的设定及当前灌装桶数显示等组态监控画面,完成对灌装系统运行状态的监控。
自动 液体罐装秤
自动液体罐装秤并对各类数据进行收集处理与服务器进行数据交换,以实现数据的共享。监控管理层是通过计算机技术网络技术数据库管理系统和软件技术,将灌装数据及监控信息集中处理,使其日常工作如收发、转等作业程序化、规范化、制度化每步操作有法可依有据可查杜绝管理漏洞。
称重 液体灌装机
称重液体灌装机采通过RS-422/485接口可进行快速通讯与设置,硬件配置和外部接线部分能扩充模拟量输入输出模块,其有联网通讯功能的可编程控制器开关量输人和开关量输出,可以利用PLC自带基本控制单元设计其启动与停止。
计量 液体灌装机
计量液体灌装机采用分配开关量输人,模拟量的输人信号实时采集灌装质量,开关量输出控制泵和电磁阀的动作,PLC系统有两种工作方式,采用主程序调用子程序的结构、减少扫描时间,测量值的转换、停止及急停的外理等。
共78条
1
2
3
...
7
8
9
前往
页
自动 称重灌装机
自动称重灌装机实现对灌装重量的实时检测和灌装过程电磁阀的实时开闭,数据上传进行有效的微机化管理。主要包括控制部分、键盘、显示控制电路部分、串口扩展电路部分、LED显示电路部分、电磁阀执行电路部分、上位PC机数据库处理部分。
定量 自动灌装秤
定量自动灌装秤集成现场管理、控制系统,可以对物料灌装进行实时有效的控制。实现对灌装重量的实时检测和灌装过程电磁阀的实时开闭,数据上传进行有效的微机化管理。
自动灌桶秤
自动灌桶秤由打料泵、电磁阀和管道及称重系统组成,在液位低于一定位置时,电磁阀打开,液体经打料泵、管道流人料罐,液体达到液位高度时,电磁阀关闭。当其液位达到一定设定的重量,浮球液位控制发出信号,使电磁阀断电,阀体关闭。
自动灌料秤
自动灌料秤对配方中所选的原料及原料的标准重量与误差重量进行设置以及规定所选原料称重的设备,由灌枪装置、PLC控制系统部分、电子秤平台、灌装架台、输送设备等组成。
液体罐装机
液体罐装机采用组态软件进行监控界面设计,能快速构件和生成上位机监控系统,通过画面实时显示当前灌装质量、灌装桶数等现场工作状态,在上位机上可以进行相应的操作,通过界面进行灌装方式的选择及启动、停止等按钮的操作。能够更改灌装质量、桶数及在使用不同的灌装桶时能手动去除皮重(即灌装桶的质量)。
自动罐装机
自动罐装机为了实现上述监控要求,在监控界面设计中采用埴充效果、流动快的流动属性设置模拟了动态灌装过程,通过添加标准按钮实现手动/自动选择、启动、停止、急停及手动打开泵电磁阀,通过设置标签的显示输出属性实现灌装质量的设定实时显示,灌装瓶数的设定及当前灌装桶数显示等组态监控画面,完成对灌装系统运行状态的监控。
自动 液体罐装秤
自动液体罐装秤并对各类数据进行收集处理与服务器进行数据交换,以实现数据的共享。监控管理层是通过计算机技术网络技术数据库管理系统和软件技术,将灌装数据及监控信息集中处理,使其日常工作如收发、转等作业程序化、规范化、制度化每步操作有法可依有据可查杜绝管理漏洞。
称重 液体灌装机
称重液体灌装机采通过RS-422/485接口可进行快速通讯与设置,硬件配置和外部接线部分能扩充模拟量输入输出模块,其有联网通讯功能的可编程控制器开关量输人和开关量输出,可以利用PLC自带基本控制单元设计其启动与停止。
计量 液体灌装机
计量液体灌装机采用分配开关量输人,模拟量的输人信号实时采集灌装质量,开关量输出控制泵和电磁阀的动作,PLC系统有两种工作方式,采用主程序调用子程序的结构、减少扫描时间,测量值的转换、停止及急停的外理等。