


















The main use of Automatic quantitative filling machine servo motor to realize the rotor pump stroke control, and then realize the filling volume control. Before filling, the front weighing module obtains the weight of empty barrel, after filling, the rear weighing module obtains the weight of filling and transmits it to the weighing instrument, which will read out the filling data in real time to get the weight deviation, and the filling algorithm calculates the control volume of large materials, the weighing system will send the control volume to the servo drive, which will drive the quadratic rotor pump to perform the early closure of the small material volume and then control the filling valve of the small material, and the upper computer will read out the filling data in real time through the Ethernet connection with the weighing instrument. The upper computer is connected to the weighing instrument via Ethernet to read the filling data in real time, and the process parameters can be set to monitor the operation of the production line.

 020-34563445
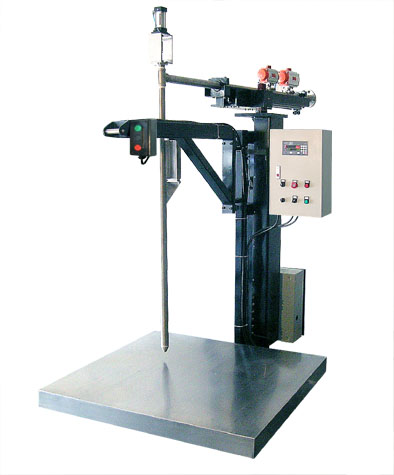
020-34563445The Automatic quantitative Filling machine mainly uses a servo motor to control the stroke of the rotor pump, thereby achieving the control of the filling volume. Before filling, the weight of the empty barrels is obtained by the front weighing module. After filling, the filling weight is obtained by the rear weighing module and transmitted to the weighing instrument. The weighing instrument will process the filling data in real time to obtain the weight deviation. The filling algorithm calculates the control large material quantity. The Weighing system will send the control quantity to the servo driver to drive the secondary rotor pump to perform the early closing of the small material quantity and then control the small material filling valve. The upper computer is connected to the weighing instrument via Ethernet to read the filling data in real time and can set process parameters to monitor the operation of the production line.
The software of the Liquid filling machine's machine vision inspection system is composed of multiple modules, which are used to control and monitor the vision inspection system. During the usage process, users can flexibly select different modules according to actual needs. By combining different modules, inspection systems with different functions can be obtained. The functions that the system software can complete include: online inspection of the liquid bottle body, bottle mouth, and bottle bottom. Detection of liquid level height in liquid bottles; Detection of contaminants inside the bottle Control of the defective product rejection mechanism and parameter Settings such as rejection speed; Remote operation and fault code display; Historical alarm information is stored and fault data reports are generated.
Technical parameters
Measurement accuracy: Less than 100 grams
Pipe diameter: Inlet φ40
Medium temperature: 0-60℃
Air source pressure: 0.8Mpa
Single-channel gas consumption: 0.6m ³ /min
Working voltage: 220V
Measurement method: Mass (kg)
Production capacity: 180L/h, with a specification of 200L (may increase or decrease depending on the proficiency of operation and the viscosity of the liquid)
Measurement range: 50-250Kg
Filling speed: 20 liters can be filled in 8 seconds











