



















称重传感器的选择除满足衡器要求的性能指标外,应尽量选择使用输出灵敏度及输入阻抗一致性的传感器,并在接线补偿盒中正确连接。接线补偿盒应可能安装在计量室内称重仪表附近。

 020-34563445
020-34563445称重模块在原模拟传感器的基础上,增加了数字转换甚至数字修正、数字滤波和数字补偿等功能。由于用数字信号输出替代原来的模拟信号输出,从而克服了传统的模拟信号容易受到干扰和衰减等的诸多缺欠,大大提高了称重系统的可靠性。
称重模块基于数字智能模块、工业控制计算机和RS485现场总线实现信号的采集、处理、控制和输出,构成了一种具有高性价比的称重系统;采用局域网实现了现场监控计算机与管理计算机间的通讯;软件采用模块化方法使用VC++编制。
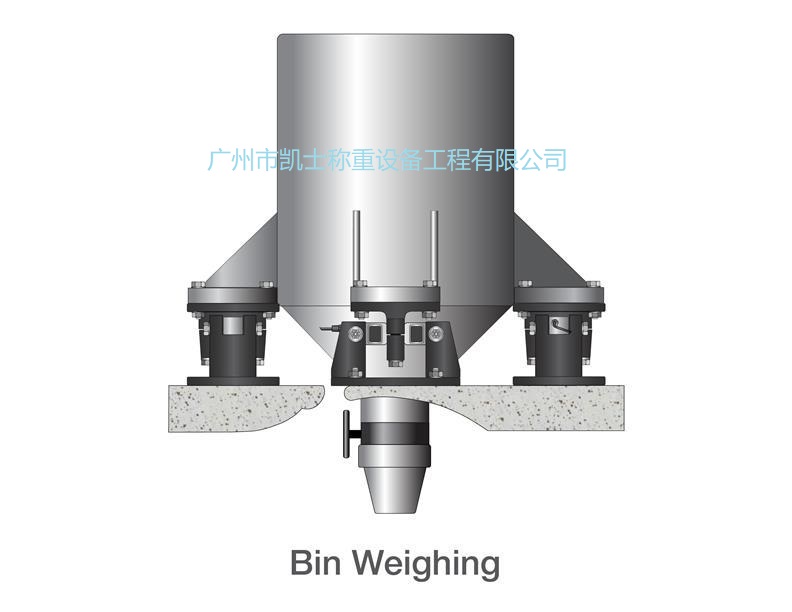
称量模块即通过调整传感器受力一致性,减少秤台多支点平衡“静不定”的问题影响,保证秤台支承的稳定性,从而保证秤台重心承重力不偏移,达到保证衡器的准确度和有关计量性能要求。称重模块在制造时已进行了多种补偿,其中包括输出灵敏度补偿。
技术指标
额定载荷:5/10/20/30/40/50/60/75/100/150/200/250 Klb
精度:C3
认证:OIML R60 C3 ,OIML R60 C4
最大检定分度数:max3000n
最小检定分度值E:max/5000 v min
综合误差:≤±0.030(%FS)
蠕变:≤±0.024(%FS/30min)
温度对输出灵敏度的影响:≤±0.017 (%FS/10℃)
温度对零点输出的影响:≤±0.023(%FS/10℃)
输出灵敏度:3.0±0.008(mv/v)
输入阻抗:700±7(Ω)
输出阻抗:703±4(Ω)
绝缘阻抗:≥5000(50VDC)(MΩ)
零点输出:1.0(%FS)
温度补偿范围:-10~+40(℃)
允许使用温度范围:-35~+65(℃)
推荐激励电压:5~12(DC)(V)
最大激励电压:18(DC)(V)
安全过载范围:120(%FS)
极限过载范围:150(%FS)


