




PRODUCTS
产品中心













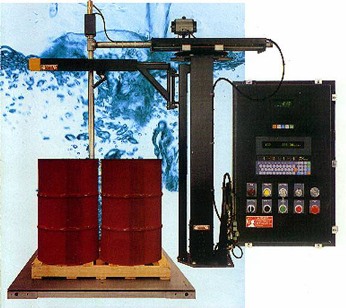
AWE 液体灌装机


产品详情
 020-34563445
020-34563445自动灌装机采用电子秤与控制仪表用数据线连接,在计量过程中电子秤的压力信号不断传输到控制仪表,在达到预置定量时控制仪表控制停泵。采用定量控制、数据打印、电子秤计量等功能,广泛适用于多种不同粘度之液体中等容量灌装。
灌装瓶距、瓶高调节方便,适用不同规格瓶(10-50升)的灌装作业。
自动填充机通过改变变频器齿轮的转速可以调节灌装量大小,通过灌装阀向灌装容器分装液体,控制电磁阀的开关通断,驱动执行杠杆传动使灌装阀内的锥形阀芯开启或关闭,实现液路间歇开闭,显示了整个灌装控制过程。又可以通过控制步进电机的运行步数而达到精确控制齿轮泵的转数从而实现精确计量的目的。
液体灌装机灌咀定位形式有插入式或悬空式、以适应不同灌装高位的产品;行星锥盘无级调整器驱动的不锈钢平板输送带,自动灌装机灵活地协调多工序的同步运转;同时配备灯箱按装。
技术参数
环境温度:0-40℃
环境湿度:40%—95%RH
液体温度范围:0-40℃
工作电压:3相380V±10%
计量范围:5-60kg
数据保护:期限10年
生产能力:单头 100桶/小时
灌装精度:≤0.2%








自动液体灌装机功能应用
自动液体灌装机由变频器控制,实现无级变速,设定目标重量,操作简单灌装速度快,采用大、小两段给料灌装方式,可选配电脑连线或实时打印灌装日期、序号、净重、皮重、累计重量等灌装参数。

反应釜上料配料系统的实现
反应釜上料配料系统通过防爆电子地磅直接采集重量信号,自动控制称重,操作人员通过键盘或鼠标在上位机人机界面(HMI)上输入加料信息(加料种类、重量等),监视上料控制的全过程,打印加料的结果和生产报表,实现上料过程的测控管一体化,不失为一种切实可行的有效方法。


