





















 020-34563445
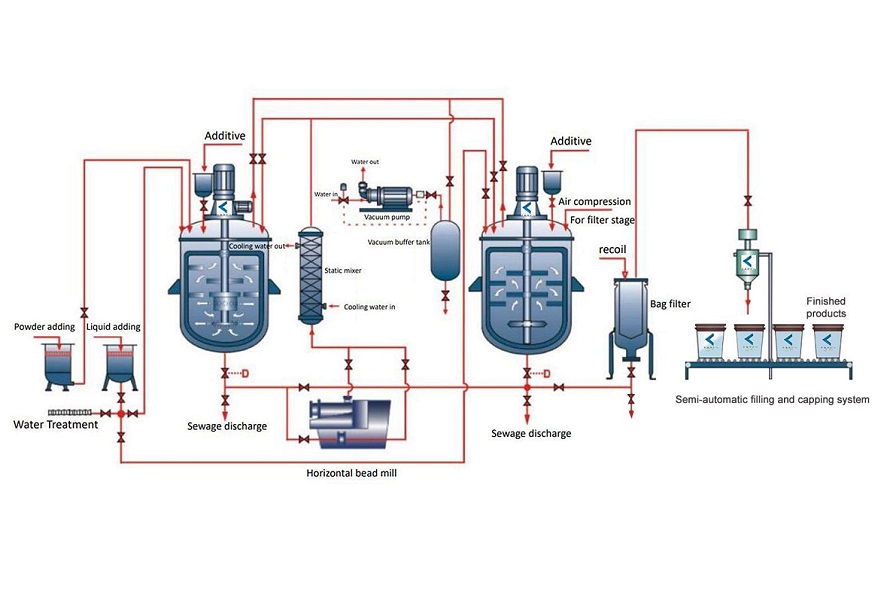
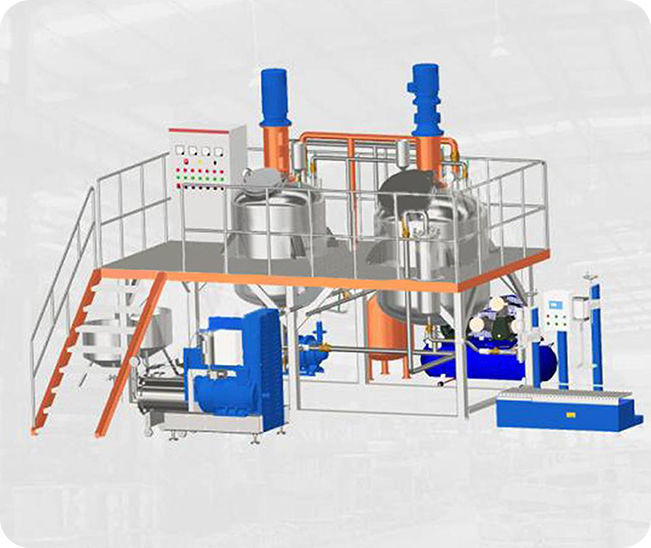
020-34563445混合反应釜称重系统在化工生产中应用于物料混合、溶解、传热、制备悬浮液、聚合反应、制备催化剂、称重配料等功能,反应釜安装在四个反应釜支撑腿下部的称重传感器数据线与动态计量仪表相连,实时数据由称重仪表经通信线上传给控制中心的工控。适合:反应锅,反应罐,储料罐,搅拌罐,槽罐,立罐等电子称计量。反应釜在安装油罐使用防爆电子秤时必须考虑负荷传递、安装连接件、容器形变等各种问题。
反应锅称重采用浮动式和半浮动式组合,使用传感器后形成的称重计量系统,能自动计量称重数据,可储存计算机并进行称重数据管理。系统具有全自动、自动和手动功能。无论在何种方式下,都含有一种强制功能。该功能可以立即启动或停止某种操作,以应付一些突发事件的发生,使系统具有更强的应变能力。
反应釜称重系统采用研华工业PC机作为上位机,西门子S7-300 PLC作下位机,上位机采用 WinCC6.0 SP3编写界面,通过HMI显示出来。操作人员也可以通过上位机发出指令,PLC接收指令后通过一系列编程工作,对信号进行处理后去控制各种操作,针对各种不同类型的物料(固体或液体)进行输送、配比、加热、混合以及成品包装等全生产过程的自动化生产线。采用PLC控制方式以及新颖的变频调速喂料机构,配合配料控制软件包,实现物料传送、配料控制、配方设计、生产数据管理等功能。并可以通过网络实现多个配料的集合控制。 *系统控制将由原料的输料泵开始,直至将合格的物料送至反应釜。其中将包括全部输、排料阀门的控制及联锁,各料输料泵的启停,快慢加料的控制,状态检测,及全部的数据处理功能。
配料系统由称量单元、数据处理单元和逻辑控制单元组成。它们相互独立工作,又以问答的方式紧密相连。灵活与机动,在提高系统自动化程度的同时,也提高了系统的可靠性。以保障用户可以长期无故障的运行。主要的低压电气元件采用TE和OMRON 产品。











