



















 020-34563445
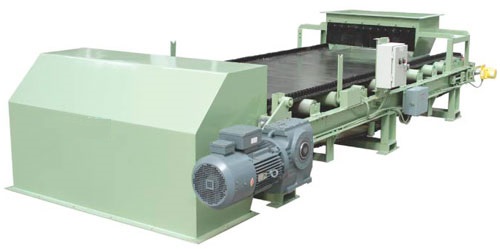
020-34563445给料自动皮带秤通过安装于输送机上的前通道称重设备和后通道称重设备,将皮带上的物料重量信号、皮带运行速度信号,传入现场积算器。在现场积算器内部,重量信号经过AD转换为数字量,并由内置的单片计算机进行标度变换为重量值,速度脉冲由内置的单片计算机进行标度变换为速度值并与重量值相乘得到瞬时流量,两通道同时不断对瞬时流量累积得到两通道分别的物料累计量,保存于内部的非易失性存储器中。两通道正常时,远程显示器,采用两通道累计量的平均值,如一方故障,采用正常一方显示。
称重控制系统主要由自动皮带秤、电气控制系统和计算机管理系统三部分组成。该系统采用通用的工业计算机人机交互界面形式,具有数据采集、控制、报警、图形和数据显示等功能。根据设定要求完成物料的配比控制以及生产过程中各种数据管理。由内置的单片计算机进行标度变换为速度值并与重量值相乘得到瞬时流量,两通道同时不断对瞬时流量累积得到两通道分别的物料累计量,保存于内部的非易失性存储器中。两通道正常时,远程显示器,采用两通道累计量的平均值,如一方故障,采用正常一方显示。
主要功能及特点
运行方式:
自动方式:通过在工控机上选择预先设定的配方,配方确定后启动系统。配料系统根据配方的设定自动控制各称重给料机的运行。
半自动方式/手动方式:由人工在控制器上设置配方的配比,手动启动控制器,控制器控制变频器和称重式给料机加料。
数据采集和控制功能
系统从现场设备采集以数字量的形式发送的数据,通过对实时数据的操作实现监视和控制功能。提供一个帮助监控生产过程的实时数据库。
系统提供带有实时更新数据显示的设备画面,同时提供一个大的画面显示了整个运行流程,使你易于观察整个生产工艺流程。显示的数据包括运行方式、流量、累计量、设定点、偏差和其它类似的数据。配料系统显示屏在屏幕上模拟配料秤仪表的前操作面板,允许操作人员在控制室对远程仪表进行监控和设定。
数据和历史记录:(数据日志,记录累计量、流量、料位和/或其它相关的数据)
自动皮带秤系统的数据记录器采集每一个设备的数据,保持运行累计量和事件记录。这些数据日志保留了当前和历史数据,连续运行并提供随时查询。统计选项提供图表和基于实时处理数据的报警功能,操作人员可以监视和调整个生产过程。
图像化界面:
提供图形化的方式进行系统控制配置。使应用系统易于开发和维护。个别的属性和他们的显示特性都可通过扩展列表选择并放置在屏幕上。用户所定义的显示,可以立刻显示在屏幕上,所见即所得
报警控制和管理:
对生产过程进行持续的监视并对潜在的问题环节进行及时报警。使用者可通过报警组态定义所需的报警上下限。报警信息可通过画面、打印机、Email等方式组成。并形成报警文件存入数据库,并自动记录操作信息。配料秤控制系统的操作员画面为生产过程提供了快速、直观的分析工具。据此,操作人员可以很快确认、分析和判别报警,进行需要的过程调整控制操作,并可直接从计算机上根据图像监视控制设备。
历史趋势:
历史趋势图可显示不断变化的数据历史记录,该控制系统提供的历史数据和趋势显示功能可供进行离线的数据分析。历史趋势显示功能可用曲线方式表示各种趋势,并可表现不同变量之间的动态关系。由历史数据形成的历史文件也可输出到其它的管理程序中,以便进一步的详细分析。











