



















 020-34563445
020-34563445皮带秤可以测量一个周期末的料量也可以测量一段时间的累计料量,累计料量是累加得到的结果。测量瞬时料量值需测出皮带上单位长度负重值重量并测出皮带的瞬时速度就可以得出。皮带的瞬时速度可以根据皮带秤的转速求得。如皮带上传输的原料在一定单位长度上的测量值为q(kg/ m),此时皮带的传输速度为v(m/s),则Q=qv,0表示瞬时料量。由于每个时刻的料流量是在变化的,因此累计流量应该是瞬时流量对时间的积分值。
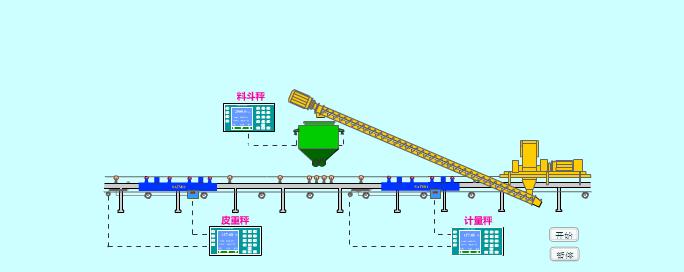
一般皮带的控制柜都放置在皮带秤的附近,这样方便对皮带秤进行现场调试和检修并定期对皮带秤进行标定校正,同时方便就近后动皮带秤更改皮带秤的流量设置以及参数设置。在皮带秤的控制柜中还放置有电气控制系统和称重仪表,将现场皮带秤的运行情况和记录下的数据实时反应给喷料中控室,中控室可以根据生产需要或是其它各方面的考量对皮带秤的流量设置进行更改或是启动停止皮带秤。
皮带控制系统主要包括信号采集和信号处理两大系统。信号采集系统的功能主要是收集电机启停状态、皮带撕裂打滑等信号,采集设备的开关量与模拟量信息,该功能的实现主要是由继电器与各种传感器完成。信号处理系统的功能主要是负责信号的运算与显示,该系统主要由PLC、人机界面工控机等组成。
可控编程控制器选用的是西门子公司生产的S7-200型控制器,该PLC能适应井下恶劣的工作面环境,对井下其它用电设备的抗电磁干扰能力强,工作可靠性高,配置比较灵活。PLC选用的CPU是CPU226该PLC以EM231模拟量输人模块作为扩展模块。PLC的功能主要是对现场各种信号进行收集,通过程序对收集到的信号进行运算,并根据运算结果控制设备启停,同时把信号传输给上位机,实现了对皮带机的实时监控。系统控制的功能主要是对给料机、皮带秤、振动筛实现联序控制,系统保护的功能主要是对皮带的打滑、跑偏、撕裂等情况实现报警。
控制系统主要由控制功能与人机界面两部分构成。控制功能是通过对PLC编程来实现,负责控制输送机和给料机的顺序启动,1输送机和2输送机的控制启停,在设备出现故障时发出报警信号并对故障进行处理,人机界面由WINCC6.0组态软件实现,组态软件可将PLC采集到的信号进行处理,并以声音、动画、图像等形式将现场设备信息呈现给控制人员。
操作方式
自动操作方式。自动控制方式是由PLC程序与组态软件实现的,控制员通过工控机来控制设备启停。当系统转变为自动控制时,系统可按照程序设定顺序自动控制皮带输送机启停,且可对采集到的信号进行分析运算,根据分析运算结果来实现互锁和报警功能。在设备发生故障或发生事故时,系统可自动停机,并发出报警信号。同时设各故障情况会在组态系统中存储,技术人员可根据存储的故障信息分析设备故障原因。系统在紧急情况时可启动紧急停车,可在紧急时刻停止所有设备。
手动操作方式。在手动操作方式状态下,控制人员可对任一设备控制启停。系统对每条皮带输送机设置互销和解锁状态。互锁状态时,控制人员可按照设定的顺序对每条皮带输送机实现启停动作。在解锁状态下,控制人员可不按照顺序控制皮带输送机的启停。
启动方式
设备启动方式有带料启动和正常启动两种方式。在皮带输送机上无料时启动1输送机,然后启动给料机,在1输送机把料输送到2*输送机时,2*输送机启动,此种启动方式可避免2"输送机空转,称为顺料流启动。在皮带输送机上有料时,先启动2"皮带输送机再启动1"皮带输送机,之后启动给料机,称为逆料流启动。
变频控制
皮带秤的电机实行变频控制,电机软启动与停止可通过变频器实现,减少皮带输送机电机启停时对电网的冲击。变款器与PLC通讯,通过PLC可实现控制皮带输送机恒速转动。
检测保护
为保护系统工作安全,系统对皮带秤与电机可实时监控与保护。在皮带秤两端和每隔40m的位置安设一对跑偏开关,在发生一级跑偏时可发出报警,在发生二级跑偏时可故障停车,皮带秤每隔40m安设拉线开关,出现故障时紧急停车,确保人员设备安全。可通过PLC和变频器连接来实现对皮带机电流与温度的实时监测,在电机电流或温度过大时,设备停止运行,系统对故障进行处理,保护皮带输送机电机。此外,系统还设置了烟雾、撕裂等其它传感器来监测皮带运输机运行状态。











