




















 020-34563445
020-34563445恒定皮带秤通过恒定的横截面从储料斗中提取产品,并根据固定的参考流速的设定点,通过改变皮带速度调整提取量,以保持恒定的称重流速。主要由驱动装置、称重装置、皮带给料机和电控系统四部分组成。其中驱动装置由驱动电机、齿轮减速机等组成。称重模块装置由称重托辊、电子秤支架、称重传感器、称重仪表和皮带速度测速装置等组成。皮带给料机由驱动滚筒从动滚筒、承载托辊、接料漏斗、改向滚筒、环形皮带、皮带张紧装置、皮带内外清扫装置、皮带自动纠偏装置、导料挡板和给料机机架等组成。电控系统由控制柜、控制按钮、接触器和急停装置等组成。
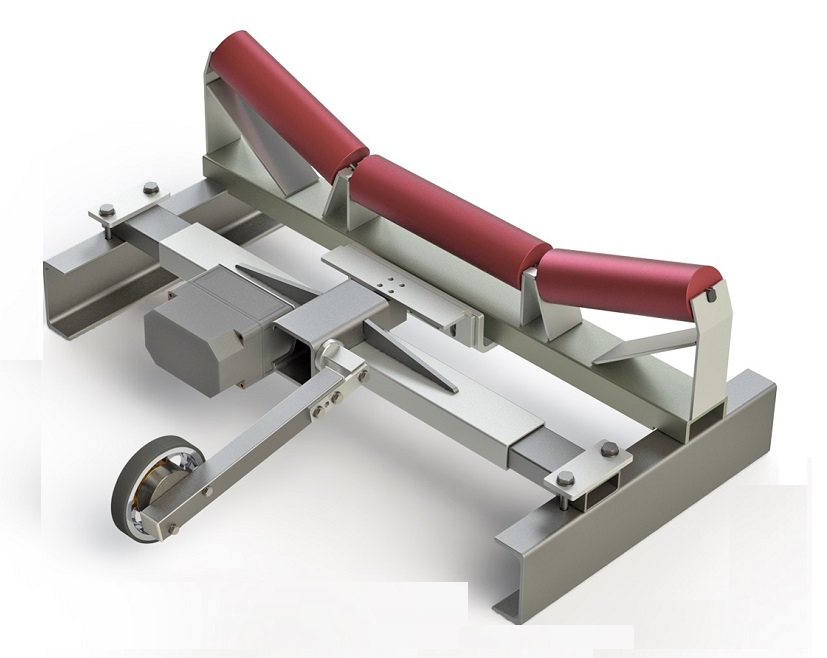
储料仓内的散状物料经卸料机构流到皮带秤连续运转的环形皮带上,安装在给料秤上的称重装置测出输送物料的重量,产生一个正比于皮带载荷的电压信号并送人称重仪表。同时,称重仪表接收皮带秤上安装的皮带速度测速装置传输的速度脉冲信号,重量信号和速度信号通过称重仪表积分运算后,显示出连续输出物料的瞬时流量值和累计量值。
称重系统以称重仪表为核心,用以完成数据采集、处理、运算控制、显示等。被称重物通过压力形式将重力传递给称重模块,称量模块可将作用于其上的重力变为线性的电压输出。这微小的电压输出由低漂移的直流放大器放大至A/D转换器所需的电压幅度,再通过A/D转换将模拟电压变换成相应的数字量,由CPU进行运算处理,最后在LED上将重物的质量显示出来,可以通过键盘输入一些信息来干预CPU的工作,如要求进行自动调零等。
恒定皮带秤装置由于皮带输送机是运输持续物料的最好工具,而且皮带输送机的皮带为连续称重提供了特别有利的前提条件。通过测量输送过程中散料的流量,并对散料流量进行积分,即可求得被输送物料的总重量,由给料器、皮带秤和控制系统三部分组成。给料器和皮带输送器均由变频电机驱动。皮带秤根据杠杆原理,在连续运行的皮带下面安装杠杆装置,皮带上面的物料通过杠杆装置的承载面时,会对承载面产生一定的压力,通过杠杆装置将该压力传送到称量模块,而控制装置将称重模块感应的重量压力信号进行放大处理后,以数字的方式进行显示"。同时可以对显示的数字信号进行外部控制,将检测到的散状物料流量信号和设定的流量信号在控制系统内进行比较,并用PID进行调节,驱动变频器改变给料器和皮带输送电机调速,按实际要求的喂料量自动改变皮带的速度快慢,对给定喂料量进行跟踪,从而形成皮带上料多时,速度变慢,料少时速度变快,而超载时最慢甚至会停下来的控制特性,从而获得给定的物料流量。
皮带秤是一种很好的连续式测量固态散状物料的设备,其精度比较高,应用很方便。其弱点是开放式,粉尘泄露比较严重;粉尘的附着、皮带的张紧度、皮带的平整度,对其测量精度影响比较大;维护工作量比较大。
技术参数:
单托精度:+/-1%
多托精度:+/-0.5%
悬浮精度:+/-0.125%~0.25%
皮带速度:0~6m/s
远传传输:1000m
输送倾角:0~30°
环境温度: -20℃~+50℃
称重仪表:0℃~40℃
电源电压:220V(+10﹪、-15﹪)50Hz±2﹪
相对湿度:150%左右












